
Menşe yeri:
Çin
Marka adı:
Rps-sonic
Sertifika:
CE
Model numarası:
RPS-HW20
Bizimle İletişim




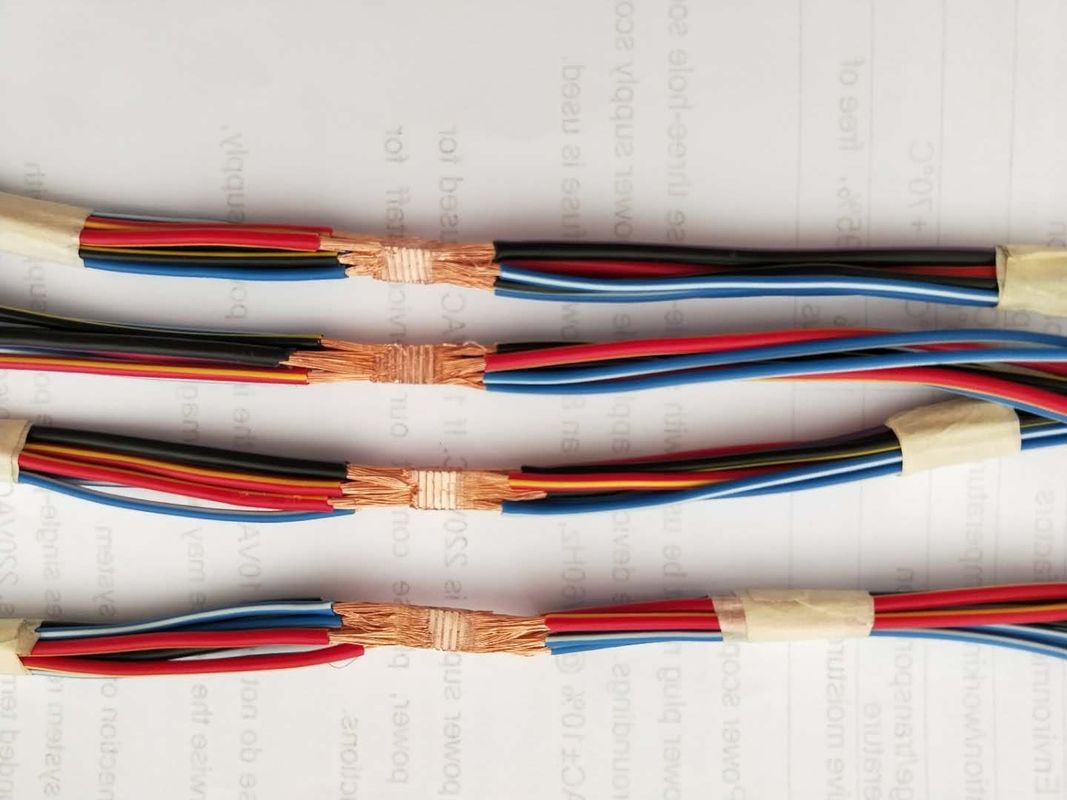
Bakır Tel Kaynak için Automic 20Khz 5000w Ultrasonik Metal Kaynak Makinesi
Bakır Tel Kaynak için Ultrasonik Metal Kaynakçı Kablo Demeti Kablo Strand Tel Kaynak Makinesi
Parametre
| Güç | 2000W | Sıklık | 20KHZ |
| Güç kaynağı | 220V | gaz kaynağı | 0,5kg |
| Kontrol etmenin yolu | Tek çipli mikro bilgisayar | Maksimum çalışma stroku | 30 mm |
| Kaynak alanı aralığı | 0,3 milyon2-10 milyon2 | Kaynak zaman aralığı | 0.2s----5s |
| Kaynak modu | otomatik | Kalite kontrol | 1 yıl |
| Boyutlar | 500LX400WX230H MM | Toplam ağırlık | 52kg |
| Jeneratör boyutu | 400LX290WX130H MM | ||
| Özellikleri:Enerji, zaman, kaynak süresi, enerjinin otomatik takibi, hava basıncı, genişlik, genlik ayarlanabilir |
|||
Açıklama
Titreşen her şey ses çıkarır ve herhangi bir ses titreşimden kaynaklanır.İnsan kulağı sadece belirli bir aralıktaki sesleri algılayabilir ve bu aralık 18000 (18K) Hz'e kadar çıkabilir.Daha yüksek frekanslı ses biz buna ultrason diyoruz.Ultrasonik dalgalar yüksek frekanslı titreşimler üretebilir.Bu titreşimi kullanarak demir dışı metalleri kolayca kaynaklayabiliriz.Ultrasonik kablo demeti kaynak makinesi, ultrasonik metal kaynak makinesinin bir türevi ekipmanıdır.Esas olarak otomobil kablo demeti ve motosiklet kablo demeti kaynağı gibi bakır tel ve alüminyum tel kaynağında kullanılır.Bu nedenle genellikle otomobil kablo demeti kaynak makinesi olarak adlandırılır.
Ultrasonik metal kaynağı, kaynak yapılacak iki metal yüzeye iletilecek yüksek frekanslı titreşim dalgalarını kullanır.Basınç altında, moleküler katmanlar arasında bir füzyon oluşturmak için iki metal yüzey birbirine sürtülür.Avantajları hızlı, enerji tasarrufu ve füzyondur.Yüksek mukavemet, iyi elektrik iletkenliği, kıvılcım yok, soğuk işlemeye yakın;dezavantajı, kaynaklı metal parçaların çok kalın olmaması (genellikle 5 mm'ye eşit veya daha az), lehim bağlantılarının çok büyük olmaması ve basınç altında olmaları gerektiğidir.Ultrasonik metal kaynağı 1830'larda tesadüfen keşfedildi.O zaman, mevcut nokta kaynak elektrotu artı ultrasonik titreşim testi sırasında, akım olmadan kaynak yapılabileceği bulundu, bu nedenle ultrasonik metal soğuk kaynak teknolojisi geliştirildi.Ultrasonik kaynak daha önce keşfedilmiş olmasına rağmen, etki mekanizması şu ana kadar hala çok net değil.Sürtünme kaynağına benzer, ancak farklılıklar vardır.Ultrasonik kaynağın süresi kısadır ve sıcaklığı yeniden kristalleşmeden daha düşüktür;ayrıca uygulanan statik basınç, basınçlı kaynaktan çok daha küçük olduğu için basınçlı kaynaktan farklıdır.Genel olarak, ultrasonik kaynak işleminin ilk aşamasında, teğetsel titreşimin metal yüzeydeki oksitleri uzaklaştırdığına ve pürüzlü yüzeyin çıkıntılı kısmının, temas alanını artıran ve temas alanını artıran tekrarlayan mikro kaynak ve yıkım ürettiğine inanılmaktadır. kaynak bölgesinin sıcaklığı.Kaynak bağlantısının ara yüzeyinde yüksek, plastik deformasyon meydana gelir.Bu şekilde, temas basıncının etkisi altında, birbirlerine atom yerçekiminin hareket edebileceği mesafeye yaklaştıklarında bir lehim eklemi oluşur.Kaynak süresi çok uzun veya ultrasonik genlik çok büyük, bu da kaynak gücünü azaltacak ve hatta onu yok edecek.
Özellikleri
1. Kaynak yapılacak iki nesne üst üste bindirilir ve katı bir hal oluşturmak için ultrasonik titreşim ve basınçla birleştirilir, birleştirme süresi kısadır ve birleştirme parçası döküm yapısı (pürüzlü yüzey) kusurları üretmez;
2. Ultrasonik kaynak ve direnç kaynağı yöntemiyle karşılaştırıldığında, kalıp ömrü uzundur, kalıp onarım ve değiştirme süresi daha azdır ve otomasyonu gerçekleştirmek kolaydır;
3. Ultrasonik kaynak, elektrik kaynağından çok daha az enerji tüketen aynı tür metal ve farklı metal türleri arasında gerçekleştirilebilir;
4. Diğer basınçlı kaynakla karşılaştırıldığında, ultrasonik kaynak daha az basınç gerektirir ve deformasyon miktarı %10'dan azdır, soğuk basınçlı kaynakta iş parçasının deformasyonu %40-%90'dır;
5. Ultrasonik kaynak, diğer kaynaklar gibi kaynaklı yüzeyin ön işlemesini ve kaynak sonrası işlemi gerektirmez;
6. Ultrasonik kaynak, metal yapısını değiştirmemek için malzemenin sıcaklık etkisini en aza indirebilir (kaynak bölgesinin sıcaklığı, kaynaklı metalin mutlak erime sıcaklığının %50'sini geçmez), bu nedenle çok uygundur. elektronik alanda kaynak uygulamaları;
![]()
Sorgunuzu doğrudan bize gönderin


