
Menşe yeri:
Çin
Marka adı:
Rps-sonic
Sertifika:
CE
Model numarası:
RPS-HM20
Bizimle İletişim



Giriş:
| madde | Parametre |
| Aşındırıcı | Bor karbür, alüminyum oksit ve silikon karbür |
| Tane büyüklüğü (d0) | 100-800 |
| Titreşim frekansı (f) | 19-25 kHz |
| Titreşim genliği (a) | 15-50 µm |
| Takım malzemesi | Yumuşak çelik titanyum alaşımı |
| Aşınma oranı | Tungsten 1.5: 1 ve cam 100: 1 |
| Boşluk üst sınırı | 0,02-0,1 mm |
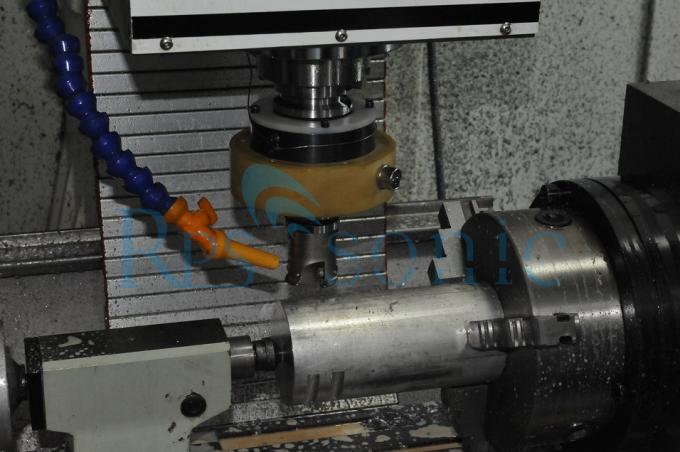
Ultrasonik olarak titreşen bir değirmen, bir elektronik kontrol ünitesine bir kablo ile bağlanan iki ana bileşenden, bir elektroakustik dönüştürücü ve bir sonotrottan oluşur. Kontrol ünitesindeki bir elektronik osilatör, yüksek frekansta, genellikle ultrasonik aralıkta 18 ila 40 kHz arasında değişen bir alternatif akım salınımı üretir. Dönüştürücü salınım akımını mekanik bir titreşime dönüştürür.
Piezoelektrik dönüştürücü: Bu, baryum titanat gibi bir parça piezoelektrik seramikten oluşur ve yüzeyinde iki metal elektrot bulunur. Elektrotlara uygulanan kontrol ünitesinden gelen alternatif voltaj, piezoelektrik elemanın hafifçe ileri ve geri bükülmesine ve titreşmesine neden olur.
Dönüştürücü, sonotrodu düşük genliklerde ve yüksek frekanslarda titreştirir. Sonotrot genellikle düşük karbonlu çelikten yapılır.] Sonotrot ve iş parçası arasında sabit bir aşındırıcı bulamaç akışı akar. Bu bulamaç akışı döküntülerin çalışma kesme alanından uzağa akmasına izin verir. Bulamaç genellikle bir su süspansiyonu (hacimce% 20 ila 60) içinde aşındırıcı bor karbür, alüminyum oksit veya silikon karbür parçacıklarından oluşur. Sonotrot, malzemeyi iş parçasından temas ettiği aşınma ile çıkarır, bu nedenle işlemenin sonucu, sonotrodun profilinin iş parçasına mükemmel bir negatifini kesmektir. Ultrasonik titreşim işleme, son derece karmaşık ve muntazam olmayan şekillerin iş parçasına son derece yüksek bir hassasiyetle kesilmesini sağlar.
İşleme süresi iş parçasının gücüne, sertliğine, gözenekliliğine ve kırılma tokluğuna bağlıdır; bulamacın malzemesi ve parçacık boyutu; ve sonotrotun titreşiminin genliği. İşleme sonrası malzemelerin yüzey kalitesi, daha yumuşak yüzey kaplamaları sergileyen daha yumuşak ve daha zayıf malzemelerle birlikte sertlik ve mukavemete bağlıdır. Mikro çatlak ve mikro boşluk özelliklerinin malzeme yüzeyine dahil edilmesi, büyük ölçüde iş parçasının tanelerinin kristalografik yönelimine ve malzeme kırılma tokluğuna bağlıdır.
Ultrasonik İşleme Avantajları ve Dezavantajları
Doğru kararı vermek için işleme sürecinin avantajları ve dezavantajları hakkında bilgi edinin:
Avantajları
Her türlü sert malzemede işlenmiştir
İnce bitmiş ve yapılandırılmış sonuçlar üretir
Daha az ısı üretir
Aletin titreşimli hareketi nedeniyle çeşitli delik kesme şekilleri
Dezavantajları
Daha yüksek derecede bütünlük ve beceri gerektirir
Sertifikalı radyografi kaydı yok
Gereksiz büyük tane boyutları hatalara neden olur
Sahte işaretler ve sürecin yanlış anlaşılması nedeniyle ek onarımlar gerekebilir
Sorgunuzu doğrudan bize gönderin


